想要探索<无锡>(当地)承压保温水箱择优推荐首选辉煌的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:无锡<无锡>(当地)承压保温水箱择优推荐首选辉煌的图文介绍
在 不锈钢水箱、不断的发展中,辉煌供水设备有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!公司坚持“以人为本、以质取胜”的企业理念,“一切以 不锈钢水箱、市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 不锈钢水箱、产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!
承压保温水箱择优推荐首选辉煌")
承压保温水箱择优推荐首选辉煌")
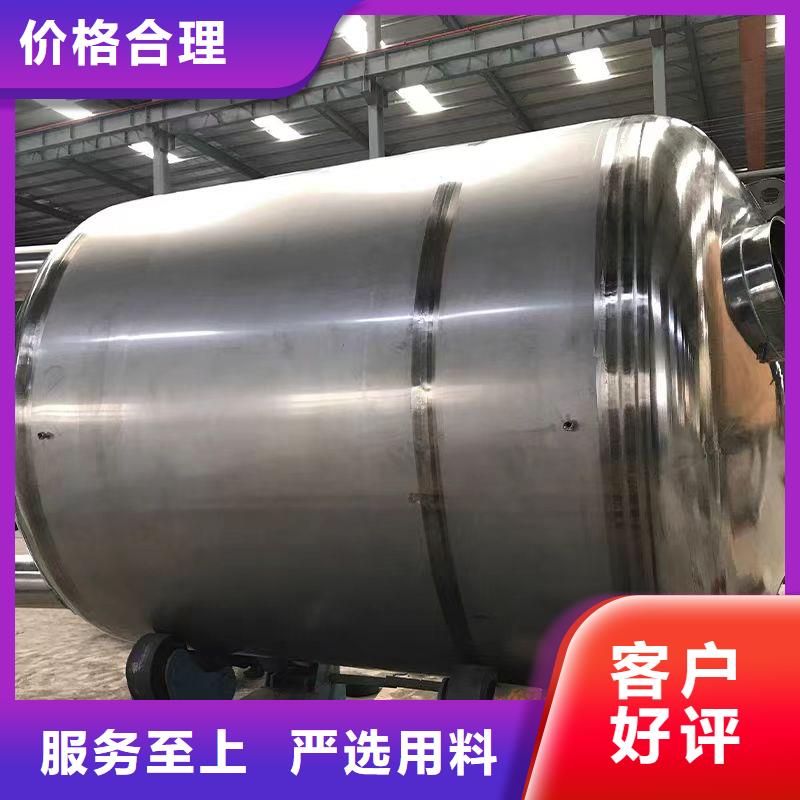
b)圆筒的圆度允差:承压保温水箱
对内压容器:e≤1%Di且e≤25mm;
对外压容器:由工艺人员按GB150-1998要求确定;
换热器壳程圆筒圆度要求见换热器制作;
对有特殊要求的圆筒,圆度应符合工艺卡或图纸要求。
2.5、无锡本地无折边锥形封头的下料与成型
2.5.1、无锡本地施工人员按图纸或工艺卡的要求放出实样,放好的实样须经检验人员检验,确认无误后方可下料。
2.5.2、无锡本地如因板料等关系需要拼接时,拼缝应是母线方向与环向,拼缝组对应符合筒体对接偏差要求。
承压保温水箱择优推荐首选辉煌")
承压保温水箱择优推荐首选辉煌")
承压保温水箱择优推荐首选辉煌")
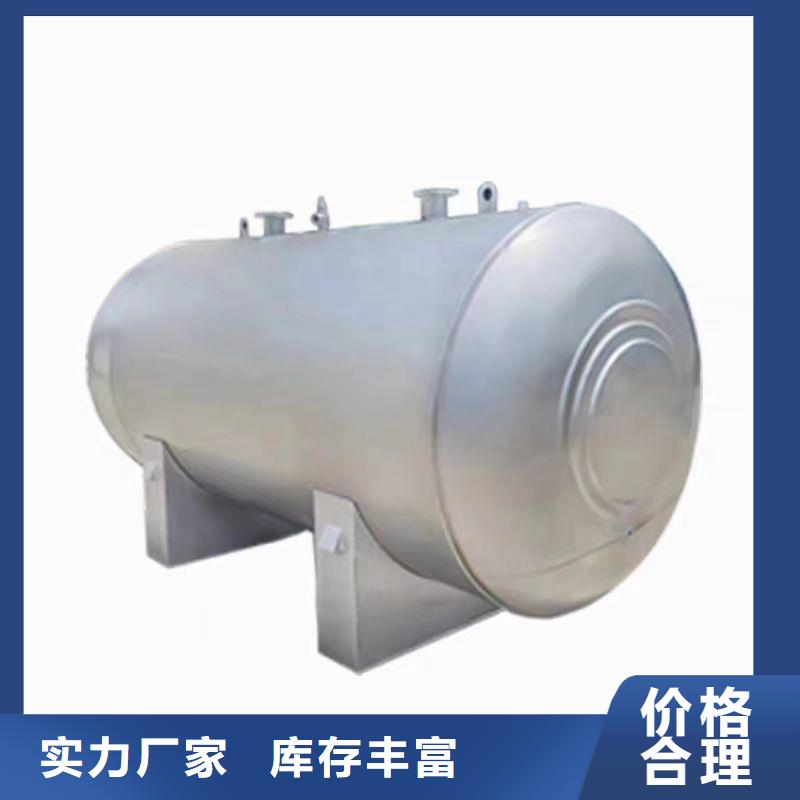
d)承压保温水箱筒节端面倾斜度小于2mm。
e)筒节展开后的对角线允差应不大于3mm 。
f)当相邻两节筒体(或封头)壁厚不一致时,应保持内径一致。
2.2.4、无锡附近筒节板料正确画线后,应在料线上打上洋冲印子,以检查剪切后材料尺寸是否正确。对不锈钢及有特殊要求的钢种,应用使用色笔画线做印记。
2.2.5、无锡附近钢板上划线后,应在钢板上进行材料标记移植,并做好工作令号、无锡附近零件号等相关标记。
2.2.6、无锡附近划好线的板料尺寸须经检验人员复验,确认无误后方可下料。
a)对碳钢S≤14mm或不锈钢S≤12mm,可剪切(按实际剪切能力而定)。
b)对碳钢S>14mm可用气割,不锈钢S≥12mm,可用等离子切割。
承压保温水箱择优推荐首选辉煌")
承压保温水箱择优推荐首选辉煌")
承压保温水箱择优推荐首选辉煌")
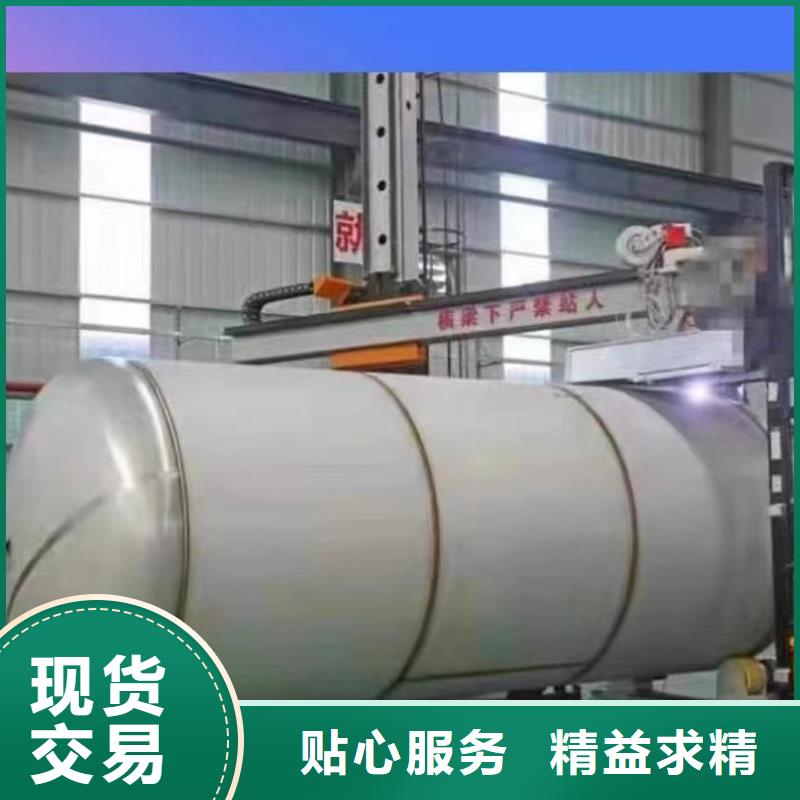
筒节成型:承压保温水箱
2.4.1、无锡同城板料卷制前应对可能产生直边的部位进行予弯,用弧长不小于300mm的样板检验并校正。
2.4.2、无锡同城筒节采用卷板机卷制成形,卷时应多次下压来回滚动,缓慢构成筒节,使各点弧度一致。
2.4.3、无锡同城对直径较大的筒节,应考虑分段卷制,并做好临时支撑以防变形。
钢板厚度mm 6 8 10 12 ≥14
纵缝错边量mm 1.5 2 2.5 3 3
承压保温水箱择优推荐首选辉煌")
承压保温水箱择优推荐首选辉煌")
承压保温水箱施焊前,应清除坡口及其母材两侧表面20mm范围内的氧化物、无锡附近油污、无锡附近熔渣及其他有害杂质。3.3.6、无锡附近焊缝表面不得有裂纹、无锡附近气孔、无锡附近弧坑和飞溅物,对不锈钢类焊缝施焊时应在两侧涂 以防飞溅。3.3.7、无锡附近焊缝同一部位的返修次数不宜超过两次。如超过两次须由质量保证工程师批准。要求焊后热处理的容器,一般应在热处理前进行返修,若在热处理后返修,补焊后应作必要的热处理。3.3.8、无锡附近应在规定的部位打上焊工钢印。对有防腐要求的不锈钢压力容器,不得在防腐面采用硬印作为识别标记。3.3.9、无锡附近受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部份,则应按受压元件的焊缝要求施焊。
承压保温水箱择优推荐首选辉煌")
承压保温水箱择优推荐首选辉煌")
承压保温水箱择优推荐首选辉煌")



 扫一扫
扫一扫