想知道<上海>【本地】钢锭耐磨钢厂诚信经营产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:上海<上海>【本地】钢锭耐磨钢厂诚信经营的图文介绍

新物通物资有限公司
新物通物资有限公司致力于【齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、】研发生产,我们配备先进专业的【齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、】生产流水线和卓越高效的研发销售团队,通过不断扩大的【齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、】产品生产能力不断降低产品成本,为客户提供j i优性价比的【齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、】产品及服务。我们在上海建立有一万平米的【齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、】生产基地,能快速高效的满足客户的实际需求.


补贴几何尺寸过小,铸件内部会出现缩孔、缩松及裂纹等缺陷;补贴尺寸过大,对铸件的质量也会产生不利的影响。影响铸钢件产生内裂的因素主要有合金材质、铸件结构、浇注条件、铸型性质等。补贴设置的恰当与否,往往是影响铸件产生内裂倾向的一个重要因素。当内层金属变形量大,所受应力超过了金属的强度,就会产生内裂纹;若所受拉应力未超过金属的强度,在铸件凝固后,内部有残余应力,在后续加工、清理;吊运过程中,受撞击、热变形不均等因素的影响,在铸件 内部易出现裂纹。补贴过大会增大铸件各部位间的温度差,增加因收缩开一致而产生的内应力及裂纹倾向;补贴过小,将引起铸件内部的收缩缺陷,削弱了铸件合金的抗应力能力,增加产生内裂的倾向。因此,在设计铸钢件补贴工艺时,应仔细分析铸件的治构特点,在确保补缩的情况下,应尽可能的减小补贴的几何尺寸, 以减少困补贴的热作用对铸件内裂倾向的影响。



铸钢件操作流程
顺序是:选取合适砂箱→放置木模→填砂→紧实→放置上砂箱→安置浇冒口→填砂→紧实→起模修型→硬化
铸钢件操作方法及质量标准
根据铸件模型的形状和大小,选取合适的砂箱。
把铸件模型放到砂箱内的适当位置。
往砂箱中加入适当造型砂,使用工具将砂箱中的造型砂紧实,紧实程度要适中。
用刮板刮去高出砂箱的造型砂,使砂型表面和砂箱的边缘平齐。
用毛刷清理模型表面浮砂,覆盖塑料薄膜并使薄膜平整。
放置上砂箱,上、下砂箱箱口要对齐。
在上砂箱中合适位置放置浇冒口,添加造型砂并紧实。



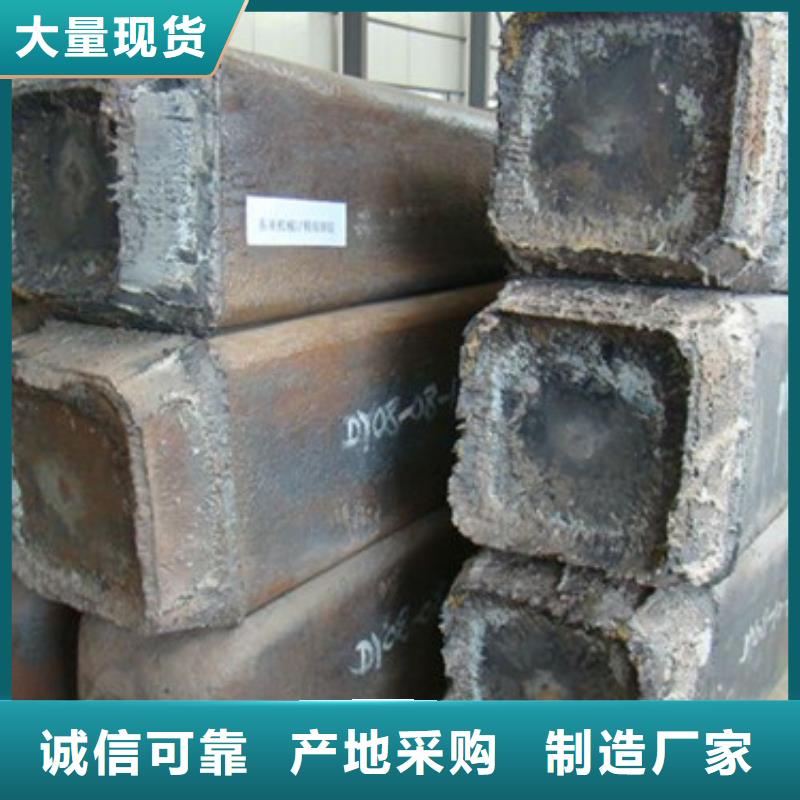
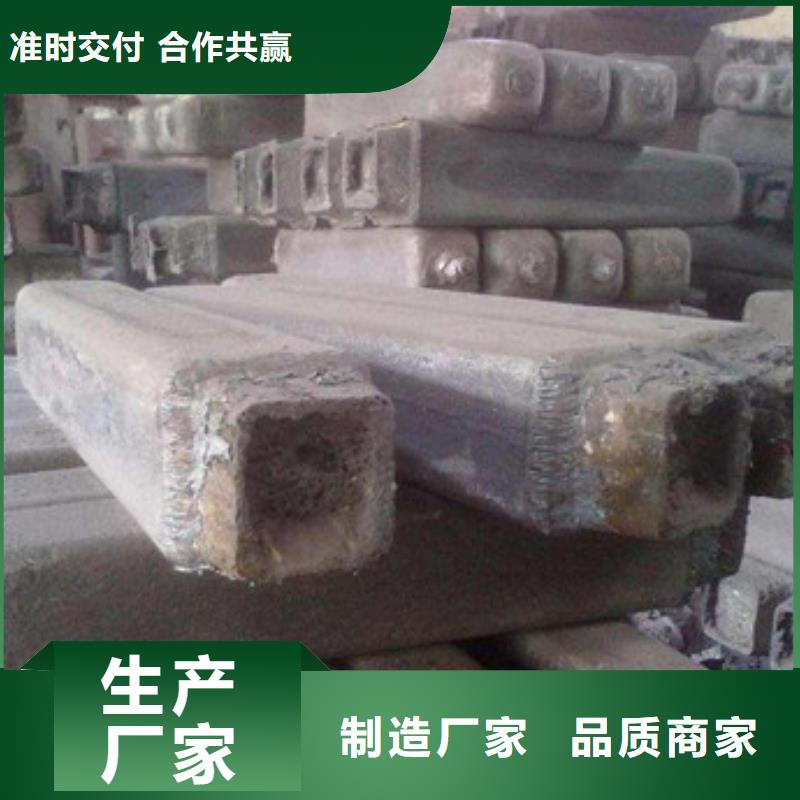
铸钢件厂家了解到铸钢的机械性能比铸铁高,但其铸造性能却比铸铁差。因为铸钢的熔点较高,钢液易氧化、钢水的流动性差、收缩大,其体收缩率为10~14%,线收缩为1.8~2.5%。以免铸钢件产生浇不足、冷隔、缩孔和缩松、裂纹及粘砂等缺陷,须采取比铸铁复杂的工艺措施:
由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单、且截面尺寸比铸铁的大;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。




 扫一扫
扫一扫